发电厂耐磨涂料龟甲网施工技术
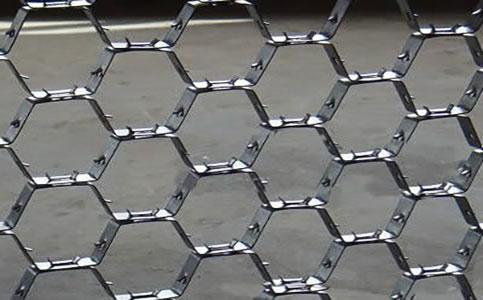
一、龟甲网焊接工艺
焊接参数设定
横向间距20mm、纵向间距10mm,确保龟甲网与基体钢板形成刚性锚固结构。
焊接完成后需进行100%探伤检测,漏焊率需<0.5%。
预处理要求
基材表面需打磨至Sa2.5级清洁度,去除氧化层及油污。
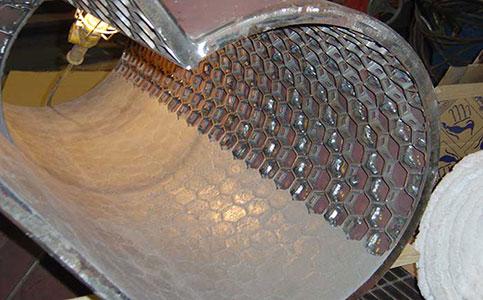
龟甲网安装前应预弯曲,弧度需与设备内壁曲率误差≤3mm。
二、耐磨涂料施工流程
材料配比与搅拌
使用强制式搅拌机,每100kg陶瓷涂料配12%硅酸盐溶液,干混2分钟后加胶水搅拌至黏稠湿球状。
环境温度>20℃时,需减少固化剂添加量以延长操作时间。
分层涂抹技术
首层厚度控制在5-8mm,采用螺旋式挤压法填充龟甲网孔隙。
垂直面施工需一次成型,禁止分层涂抹以防起层脱落。
密实度强化措施
使用橡胶锤连续敲击涂层表面,使密度提升至≥2.8g/cm³。
顶部施工后需静置10分钟进行自重沉降补偿。
三、关键质量控制点
环境适应性控制
施工温度严格控制在5-40℃,低温环境需预热基材至5℃以上。
湿度超过85%时暂停施工,防止胶泥吸潮导致强度下降。
缺陷修复标准
鼓包区域需切除至基材,重新涂抹时扩大修补面积30%以上。
塌落部位清理后需涂刷界面剂增强粘结强度。
四、验收与维护规范
成品检测指标
抗压强度≥161MPa(72小时养护后)。
涂层厚度允许偏差±1.5mm,使用超声波测厚仪全检。
保养周期优化
常规保养48小时,震动设备需延长至72小时。
投运前进行空载冷态震动测试(振幅≤0.5mm)。
五、安全防护要点
个人防护装备
强制佩戴防尘口罩(N95级)、抗冲击护目镜及防滑手套。
高空作业需使用双钩安全带,锚固点间距≤8m。
废弃物处理
凝固废料需破碎至粒径<50mm后深埋,禁止露天堆放。
注:本方案综合火电、余热发电系统最新施工标准,适用于2025年度锅炉出口管道、沉降室等高温(≤1200℃)高磨损部位改造。